abs tpe что это
ABS-пластик: характеристики, преимущества и параметры печати
Акрилонитрилбутадиенстирол (АБС, ABS) — один из наиболее популярных материалов для 3D-печати ввиду относительной дешевизны и удачного сочетания физико-механических и химических характеристик.
Тем не менее, АБС не лишен недостатков, наиболее значимый из которых — довольно высокая термоусадка, в большинстве случаев требующая использования не только адгезионных средств, но и закрытых термокамер с подогреваемыми платформами. В противном случае возможно преждевременное отделение печатаемого изделия от столика, а также деформации и растрескивание в процессе 3D-печати. При должной подготовке и использовании соответствующих материалов и оборудования эта проблема успешно решается.
Основные преимущества АБС
АБС демонстрирует хорошие прочностные характеристики, включая ударную стойкость, и отлично поддается механической обработке. Этот полимер также реагирует со многими растворителями, что можно рассматривать и как недостаток, и как преимущество. Например, АБС легко растворяется в ацетоне, что позволяет использовать последний для склеивания отдельных деталей (особенно хорошо работает так называемый «АБС-сок» — раствор АБС в ацетоне), а также сглаживания поверхностей с помощью кистей или паровых бань.
3D-печатная модель из АБС до и после сглаживания парами ацетона
АБС обладает достаточно высокой температурой тепловой деформации, однако длительная эксплуатация деталей без защитных покрытий на открытом воздухе не рекомендуется, так как материал весьма восприимчив к разрушительному действию ультрафиолетового излучения. Для этой цели лучше подходит близкий родственник АБС — акрилонитрилстиролакрилат (АСА, ASA), представленный в нашем ассортименте под названием REC Eternal.
Общие характеристики REC ABS:
Механические характеристики REC ABS:
Рекомендации по подготовке к 3D-печати
АБС не требует использования высокотемпературных экструдеров или износостойких сопел, но, как упоминалось выше, при работе с АБС необходимо соблюдать достаточно жесткий температурный режим во избежание проблем из-за преждевременной усадки.
Так как степень линейной усадки зависит от габаритов моделей, при 3D-печати небольших изделий длиной и/или шириной в несколько сантиметров зачастую можно обойтись подогревом стола и использованием адгезионного покрытия. Другими словами, такие изделия можно печатать на недорогих 3D-принтерах с открытыми рамами, например множественных клонах Prusa.
При 3D-печати более крупных деталей, измеряемых десятками сантиметров и выше, необходимо использовать как минимум закрытые камеры с подогреваемыми столиками, а оптимально — термокамеры с активной регулировкой фоновой температуры.
Типичные проблемы при 3D-печати АБС-пластиком, вызываемые усадкой: закручивание нижних слоев и растрескивание
Скорость укладки нити необходимо подбирать, опять-таки отталкиваясь от усадки. При использовании 3D-принтеров с открытой рабочей зоной 3D-печать желательно осуществлять без использования обдува, но для этого скорость укладки должна быть достаточно низкой для того, чтобы пластик успевал схватываться, затвердевать и выдерживать вес последующих слоев. При использовании термокамер, особенно активных, эта проблема нивелируется, так как фоновая температура помогает стабилизировать температуру пластика, что в свою очередь позволяет использовать обдув и наращивать скорость 3D-печати.
Слишком высокой скорости стоит избегать даже при использовании термокамер и обдува, так как хотэнд не будет справляться с плавлением филамента, что приведет к пропускам в укладке материала и образованию дыр в изделиях. Повышать производительность хотэнда через чрезмерное повышение температуры не рекомендуется, так как это может привести к образованию нагара, пробок и даже к пиролитическому разложению материала.
Для повышения адгезии с рабочей поверхностью можно использовать специальные покрытия и клеевые составы. Дополнительно можно печатать рафты или юбки — вспомогательные конструкции под моделью и вокруг нее, увеличивающие площадь соприкосновения.
Пример 3D-печати на рафте
Рекомендуемые настройки для 3D-печати материалом REC ABS:
Хранение
Так как АБС восприимчив к ультрафиолету, материал желательно хранить в темном месте или непрозрачных контейнерах. АБС не отличается высокой гигроскопичностью, но тем не менее рекомендуется хранить вскрытый пластик в плотно закрытых пластиковых пакетах или других контейнерах с добавлением силикагеля для защиты от влаги и пыли. При необходимости материал можно просушить перед 3D-печатью и установить поролоновый пылевой фильтр перед подачей нити в экструдер. Подробный гайд по хранению пластиков для 3D-печати доступен по этой ссылке, а по просушиванию пластиков — здесь.
Безопасность REC ABS
При 3D-печати АБС возможно выделение вредных летучих веществ в небольших объемах, не представляющих серьезной опасности. Тем не менее, рекомендуется печатать в хорошо проветриваемых помещениях и по возможности оборудовать рабочие станции вытяжкой.
Объемы выделений и предельно допустимые концентрации (ПДК):
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания REC ABS
Наша компания последовательно проводит испытания выпускаемых материалов для 3D-печати. С отчетами об испытаниях REC ABS можно ознакомиться по ссылкам ниже:
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
АБС Пластик что это такое и как его делают
Привет, возложу на себя ношу рассказать тебе об АБС пластиках, о их производстве, что это такое и нафиг оно нужно. И я не буду сравнивать, что лучше для печати на на 3Д принтере и какая марка стоит твоего внимания, а какая нет. Просто в общих планах, для тех кто будет когда-то писать как я курсовую работу по своей специальности в универе и тебе выпадет подобная тема. Ссылку на саму курсовую я скину в конце в ней до фига ошибок так что будь бдителен. (источник фото)

(*)- ABS пластик с добавлением метилметакрилата (основной компонент оргстекол) в следствии чего в начале абривиатуры добавилась буква M (methyl methacrylate) MABS довольно сильно распространен как филамент для 3D печати на двух экструзионных принтерах (способных печатать одновременно двумя типами пластика), нужен для получения прозрачных включений в структуре материала. [4] Требуется уточнить, что просто добавление метилметакрилатных включений в структуру модели затруднено, тем что метилметакрилат плохо приспособлен для обработки экструзией, а также не может создать монолитной структуры вследствие плохого слипания слоев метилметакрилата и абс пластика.
сам пример вставок напечатанных из MABS пластика (источник фото)

2. Получение АБС пластика
Сначала рассмотрим процесс получения с точки зрения химии, потом с точки зрения хим технологии.
Обычно АБС пластики получают суспензионным методом, и по этому мы его и рассмотрим.
Все начинается с полимеризации бутадиена 1,3, в присутствии инициатора персульфата калия, и эмульгатора (солей жирных кислот ряда С₁₀-С₁₆.)

Далее полученный латекс перекачивается в другую емкость в котором будет проходить три основные реакции сополимеризация акрилонитрила и стирола:

причем сополимеризация происходит уже «пришившись» к цепочке бутадиена и по итогу это должно примерно выглядеть так.

То что я нарисовал выше, это фантазии на тему: как выглядит готовый АБС сополимер, в реальности все несколько сложней ( хотя в этой огромной хреновине и так без 100 грамм не разберешься)
В итоге с реактора сгружают мелкую суспензию АБС сополимера промывают раствором перекиси и далее на переработку.
3. Технология производства АБС пластика.
Технологический процесс производства АБС сополимера эмульсионным методом состоит из 3х этапов:
1) Подготовка исходного сырья
2) Полимеризация бутадиена
3) Отделение непрореагировавшего бутадиена
4) Процесс сополимеризации
5) Высаживание сополимера из латекса
6) Отжим и промывка сополимера
7) Сушка сополимера
4. А ТЕПЕРЬ ПО ПОДРОБНЕЙ
Далее пойдет информация довольно тяжелая для восприятия, но если ты прям совсем прожженный технарь то это для тебя.

1 – реактор полимеризации; 2,7,8 – мерники; 3 – холодильник; 4 – отпарная колонна; 5 – промежуточная емкость; 6 – реактор полимеризации; 9 – высадитель; 10 – центрифуга; 11 – ловушка; 12 – сушилка с кипящим слоем.
Стадия 1, получение бутадиенового латекса:
Стадия 2, сополимеризация акрилонитрила и прививание их к полибутадиену, получение АБС-сополимера в виде суспензии:
Стадия 3, осаждение суспензии сополимера, промывка и сушка:
Недостатки: Длительность процесса, связанная с проведением полимеризации при низких температурах (50 C) и доведением конверсии мономеров до 100%. (Как известно, именно при высокой конверсии, особенно выше 95%, процесс полимеризации стирола и акрилонитрила резко замедляется). Неприятный запах полученного привитого АБС-сополимера при температурах переработки (> 180 C) или при повышенных температурах эксплуатации изготовленных из него изделий, что связано с использованием при полимеризации в качестве регулятора ММ ТДДМ. Остаточный ТДДМ, являющийся достаточно высокомолекулярным соединением, и его низкомолекулярные продукты присоединения после промывки и сушки остаются в полученном АБС-сополимере. При нормальных температурах сополимер имеет сравнительно слабый запах, но при повышенных температурах эксплуатации полученных из АБС- сополимера изделий, а особенно при температурах переработки (> 180 C), сополимер имеет сильный неприятный запах.
Использование в процессе в качестве регулятора молекулярной массы третичного бутилмеркаптана, который достаточно летуч (температура кипения 64,2 C), позволяет сравнительно легко удалить его из латекса при вакуумной обработке. Поэтому полученный АБС-сополимер имеет слабый запах (4,6 балла по десятибалльной шкале; образцы для испытаний запрессованы при 180 C и ориентированы в двух направлениях).
Недостатком процесса является низкий выход сополимера (80,3%), что обусловлено необходимостью проведения процесса при достаточно низкой температуре (60C) ввиду применения низкокипящего регулятора молекулярной массы.
6. Основная проблема производства АБС пластика и почему его промывают пергидролью
7.
Источники
ну самый главный источник тут мой курсач (тык)
а он собственно был создан на основе следующих источников:
Справочник по пластическим массам: том первый под редакцией:Катаева В.М. Попова Б.И., Сажина Б.И. Издание второе переработанное и дополненное. Москва: издательство”Химия” 1975 год 111с
Ударопрочные пластики/ Бакнелл К.Б. Ленинград: Химия, 1981, 87-89c.
Основные начала органической химии/ Чичибабин А. Е.,Москва., издание Государственное научно-техн. издание хим. литературы, 1963 Год, 324-326c
Патент №2 160 286 Российская федерация, МКП C08F 279/04 (2006.01) СПОСОБ ПОЛУЧЕНИЯ АКРИЛОНИТРИЛБУТАДИЕНСТИРОЛЬНЫХ СОПОЛИМЕРОВ: №99121746/04 : Заявл: 1999.10.15, Опубликовано: 2000.12.10/Рупышев В.Г. Клепцова Л.Г. Барболина Л.М. Иванова Т.Л. Шпитальник Ф.П. Григоров И.В. Голубцева Р.И.
Химический энциклопедический словарь, Москва.: Советская энциклопедия, 1983, с. 196, с. 406
Патент № 2044008 Российская Федерация МКП C08 L55/02 (2006.01) Крупнотоннажное производство АБС пластика: №506726/05, заявл. 22,09,1998 опубликованно 20,09,1995. ДЕДЕКЕР Марк Н.
Выбор материалов для 3д печати. Часть 1.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Я частый пользователь портала 3DToday.ru, и каждый раз, когда я вижу очередную статью под названием “еще один технологический пластик” меня бросает в легкую дрожь. В период с 2019 до 2020 годы вышло так много материалов, что даже опытному юзеру будет весьма непросто разобраться зачем и для чего нужен тот или иной материал.
В своей статейной тетралогии я решил сделать подробный обзор материалов представленными различными производителями, исключая те, которые не стоят особого внимания. Составлю собственный рейтинг, по которому буду рекомендовать к покупке тот или иной материал от ключевых производителей, и расскажу об опыте их использования на различных 3D-принтерах. Мной были выбраны следующие производители материалов: Filamentarno, REC, PrintProduct, BestFilament и FD Plast(как самый популярный производитель среди гаражных мастеров)
Оборудование на котором работаю я : Hercules Strong. В своей работе я сталкивался с множеством принтеров, такими принтерами как Ultimaker S2, Up mini, Picaso Designer (различных версий), Magnum Creative 2 PRO, Zenith, Raise N2, VolgoBot версии А4 PRO, и другие.
Информацию я искал по крупицам с разных сайтов, и приправил их небольшой ноткой субъективного мнения, а также постарался объединить все в своих (нескольких) статьях.
То о чем знают все
В этой статье я расскажу о самых известных материалах, с которых все начинают знакомиться с 3Д-индустрией. Расскажу чего ждать, и чего опасаться при работе с тем или иным материалом, косвенно пройдусь по параметрам печати, расскажу о технических характеристиках, применении, затронем экономическую составляющую при работе с определенным материалом, перечислю некие особенности и подведу свой “ТОП-производителей” по производству материалов и принтеров(в высокой ценовой категории) при работе с этими материалами.
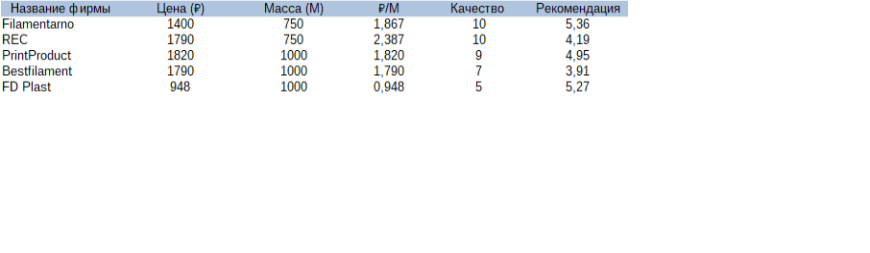
№1 ABS
ABS (акрилонитрилбутадиенстирол, АБС) ударопрочная техническая термопластическая смола. В 3D-печати является самым одним из самых популярным материалом.
Этот материал встречается повсеместно в нашей жизни. Он широко используется в промышленности, из него изготавливают крупные детали автомобилей (приборные щитки, решетки радиатора), корпусов крупной бытовой техники, спортинвентаря, изделий сантехники. В 3D-печати являлся первым используемым полимером. К сожалению, в этой сфере он не так прост в обращении, как хотелось бы. Из-за специфики технологии из него трудно делать крупные объекты из-за усадки, случаются отлипания и расслоения модели. Закрытая камера печати частично решает эту проблему, для того чтобы практически полностью от нее избавиться необходимо иметь именно термостатную камеру.

К моему удивлению, FD Plast имеет первое место в этом первенстве, а REC оказался в аутсайдерах. Каковы причины? Конечно же в цене. Около 5 лет назад REC был топом по качеству с соответствующими ценами, но за последние пару лет другие производители подтянулись по этому параметру, но цены держат ниже чем REC, отсюда и связь. Может после этой статьи REC перестанет слегка задирать цены на свой материал, и будет более доступен рядовым покупателям.
Что касается FD Plast, то по моему мнению их материал подходит для тестовой или домашней печати, если же у вас серьезный проект крупных масштабов и сжатые сроки, то лучше обратиться к проверенным производителям. Получится дороже, но меньше потратите времени и нервов, в случае, если печать собьется.
Также стоит заметить, что существует множество марок и композитов на основе ABS, в связи с чем могут разниться цены на материал так сильно, к сожалению, производитель не предлагает технологической карты к материалу, из-за чего нельзя в полной мере найти ответ на вопрос: “почему так дорого?”.
Если заказывать 3д-печать в различных компаниях, то в среднем в провинциях цена при печати этим пластиком составляет от 10 до 30р за грамм, если заказывать в top3Dshop, то цена на ABS составляет 45р за грамм.
В целом использование этого пластика вполне прибыльное дело, если вы собираетесь выполнять заказы на 3д-печать.
Топ 3D-принтеров для работы с ABS:
Все остальные принтеры имеют примерно одинаковый уровень печати ABS’ом, благо за 5-8 лет существования компаний все ± научились работать с этим материалом.
Достойны упоминаний: Ultimaker / Raise Pro 2. (Ultimaker дает невообразимое качество и стабильность работы, а вот ценник кусается так, что пальцы в рот не клади. Что касается Raise, то в принципе печатает хорошо, но стабильность работы меня не удовлетворяет, а ценник так же не маленький)
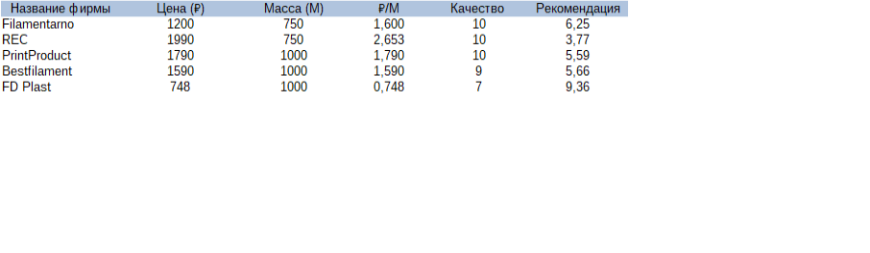
№2 PLA
PLA-пластик (полилактид, ПЛА) — биоразлагаемый термопластичным алифатическим полиэфиром, структурная единица которого — молочная кислота. ПЛА-пластик производят из кукурузы, сахарного тростника, картофельного или кукурузного крахмала и целлюлозы. Является одним из самых популярных материалов для 3D-печати. Благодаря своей природному сырью в составе полимера позволяет без угрозы для человека применять его для различных целей.
ПЛА-пластик отлично показывает себя в макетных мастерских и в создании мастер моделей, который не призваны нести длительные механические нагрузки. С помощью него получаются модели с тщательной детализацией, а также используют при работе с детьми.
На PLA цены несколько выше, и поэтому наш ТОП слегка сместился:
PLA материал который сильно набирает влагу, из-за чего его характеристики сильно падают, и без того хрупкий материал становится чуть ли не стеклянным. FD Plast в очередной раз берет своей ценой, обходя своих конкурентов в 1,5, а то и почти в 2 раза, но с ним я очень сильно намучился, он вытягивает влагу из воздуха наверное так же сильно, как селикагель из обуви.
Если заказывать 3д-печать в различных компаниях, то в среднем в провинциях цена при печати этим пластиком составляет от 10 до 20р за грамм, если заказывать в top3Dshop, то цена на PLA составляет 35р за грамм.
Если исходить из вопроса прибыли, то использование этого пластика приносит меньше денег к 1 грамму материала, но благодаря своим особенностям, проблем в печати этим пластиком намного меньше, чем с тем же АБС.
Топ 3D-принтеров для работы с PLA:
Достойны упоминания: Raise PRO 2 ( это пожалуй один из худших принтеров для печати PLA, пробовал печатать на нем в одном ЦМИТе, и от душного помещения экструдеры забивались буквально на каждой печати, в целом это также зависит еще и от производителя материала, но одна и та же катушка на разных принтерах показывала себя совсем по разному, и поэтому я крайне не рекомендую к печати PLA-пластиком на этом принтере)
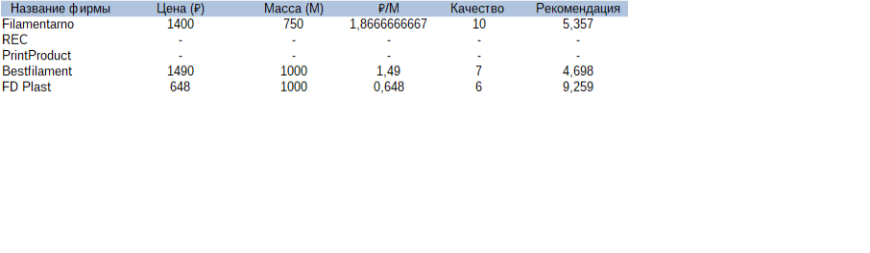
№3 PET-G
PETG (полиэфтилентерефлатат-гликоль, ПЭТГ) высоко ударопрочный пластик, благодаря модифицированию гликолем не кристаллизуется, что делает более возможным глубокую вытяжку при термоформировании. На данный момент активно набирающий популярность пластик, все потому, что объединяет в себе положительные качества множества остальных полимеров.
В быту из PET делают пластиковые бутылки, благодаря своей химической нейтральности применяется в пищевой промышленности. Сам по себе PET-G схож с материалом PET. В 3D-печати хорошо зарекомендовал себя как универсальный материал, который может быть использован как в технических деталях несущих невысокие нагрузки, так и в макетировании.
На удивление, рейтинг по PET-G на мой взгляд самый честный. В связи с тем, что PET более стабильный в плане хранения и печати материал, то в графе “Качество” произошел большой прирост по баллам. REC вновь в аутсайдерах, в очередной раз повторюсь, что это из-за высокой стоимости материала, и мне самому больно видеть эту компанию в конце топа.
Если заказывать 3д-печать в различных компаниях, то в среднем в провинциях цена при печати этим пластиком составляет от 15 до 35р за грамм, если заказывать в top3Dshop, то цена на PET-G составляет порядка 40р за грамм(точной цены не нашел).
Если исходить из вопроса прибыли, то использование этого пластика приносит меньше денег к 1 грамму материала, но благодаря своим особенностям, проблем в использовании этого пластика намного меньше, чем с тем же АБС.
Топ 3D-принтеров для работы с PET-G:
ОТСУТСТВУЕТ (в общем и целом с PET-G работать также комфортно, как и с PLA, только ко всему прочему его характеристики больше подходят под печать технических деталей, в связи с чем топ полностью повторяет рейтинг принтеров из топа по PLA)
№4 HIPS
HIPS(высокопрочный полистирол) — достаточно мягкий пластик, создавался для использования совместно с ABS, для поддержек при двух экструдерной 3D-печати. Этому способствовали его следующие свойства: одинаковая с ABS температура экструзии, низкая спекаемость с ABS, наличие растворителя (D-Limonene), который растворяет HIPS и не растворяет ABS. Некоторые производители не имеют в своем каталоге данного материала, собственно говоря не вижу его широкого применения в нынешнее время, поэтому и не жалко.
Применение: когда-то этот материал появился его использовали для печати поддержек на 2-ух экструдерных принтерах, сами поддержки растворялись в лимонене. На сегодняшний день это уже не столь актуально, в связи с появлением такого материала как PVА, сам по себе материал на сегодняшний день совершенно не нужен. Сам по себе материал достаточно стабильный, хоть и требует тщательной просушки.

Как мы видим Filamentarno и PrintProduct не производит данный материал, собственно наш топ будет в уменьшенному виде:
Топ 3D-принтеров для работы с HIPS:
№5 SBS
SBS (стиролбутадиен–стирол) — еще один из относительно новых игроков на рынке пластиков для 3D-печати. Характеризуется низкой токсичностью и усадкой, а также высокой прочностью. Основное его преимущество в его прозрачности. Изделия, напечатанные этим пластиком и обработанные сольвентом, приобретают прозрачность окрашенного стекла.
Данный материал у различных производителей имеет различные названия, например у BestFilament он называется WATSON, а у некоторых производителей он и вовсе не представлен.
Топ 3D-принтеров для работы с SBS:
Вывод:
FD Plast: становится победителем по общедоступным материалам, хоть я и не согласен с этим, т.к. считаю их политику в виде демпинга рынка неправильной, но компания имеет множество последователей, который предпочитают товар из разряда “дешево и сердито”.
Filamentarno: лично для меня это лучший производитель с адекватной ценой, не маленьким перечнем продукции, и с постоянным качеством, которое ни разу меня не подводило.
Print Product: до того как перешел на Филаментарно пользовался в основном продукцией этой компании, в прошлом компания обладала колоссальным перечнем продукции, но в последний год решили сменить вектор развития, и сделали ставку на материалы, качество которых могут обеспечить в достаточной мере.
REC: в прошлом однозначный фаворит по качеству предоставляемых материалов, сейчас качество на том же уровне, а вот ценник кусается.
Best filament: лично у меня не все гладко с этим производителем, т.к. мне кажется что качество слегка плавает от партии к партии, на Hercules’e образуются пропуски при печати ABS пластиком.
ABS-пластик для 3D-печати
Высокая прочность ABS-пластика позволяет использование в производстве несущих элементов
ABS-пластик (акрилонитрилбутадиенстирол, АБС) – ударопрочный термопластик, завоевавший высокую популярность в промышленности и в аддитивном производстве.
Отличные механические и физические свойства ABS-пластика обуславливают возможность применения этого материала для создания всевозможных объектов, имеющих практическую ценность. ABS-пластик широко применяется в автомобильной, медицинской и сувенирной промышленности, в производстве спортивного инвентаря, сантехники, банковских карт, мебели, игрушек и др.
Относительно невысокая стоимость ABS-пластика и сравнительная легкость использования в качестве расходного материала привели к высокой популярности ABS среди энтузиастов 3D-печати. ABS-пластик является одним из наиболее популярных материалов для печати методом послойного наплавления (FDM/FFF).
Безопасность ABS-пластика
ABS-пластик относительно безопасен и не предоставляет угрозы в нормальных условиях. Тем не менее, нагревание ABS приводит к выделению токсичных паров акрилонитрила, что означает необходимость элементарных предосторожностей при 3D-печати. Объем испарений, как правило, невелик ввиду относительно медленного расхода материала при FDM-печати. Для обеспечения полностью безопасных условий требуется лишь хорошая вентиляция помещения или вытяжка. Стоит также иметь в виду, что ABS-пластик вступает в реакцию с этанолом, что приводит к выделению стирола.
Не следует использовать готовые изделия из ABS для хранения горячей пищи и напитков, либо алкоголя при любой температуре.
Технические характеристики ABS-пластика
| Температура стеклования | Около 105°C |
| Прочность на изгиб | 41 МПа |
| Предел прочности на разрыв | 22 МПа |
| Модуль упругости при растяжении | 1627 Мпа |
| Относительное удлинение | 6% |
| Усадка при охлаждении | До 0,8% |
| Плотность материала | Около 1,05 г/см³ |
Стоить иметь в виду, что фактические параметры ABS-пластика для 3D-печати будут зависеть от спецификаций производителя. Во многих случаях ABS смешивается с другими термопластиками (например, полистиролом), что приводит к изменению температуры экструзии, устойчивости к определенным растворителям и пр.
Преимущества и недостатки ABS-пластика
Основным недостатком ABS-пластика можно считать относительно низкую устойчивость к прямому воздействию солнечного света. Кроме того, потенциальная токсичность материала несколько ограничивает применение в производстве игрушек, пищевой тары и медицинских инструментов.
Широкий выбор цветов наглядно демонстрируется кирпичиками Lego, производимыми из ABS-пластика
В то же время, ABS-пластик имеет целый ряд положительных качеств:
Использование в 3D-печати
Результат обработки модели из ABS-пластика парами ацетона
Печать ABS-пластиком сопряжена с определенными технологическими трудностями ввиду достаточно высокой склонности к усадке, то есть к потере объема при охлаждении. Как следствие, возможно образование деформаций и расслоение моделей. Этот момент учитывается производителями, оптимизирующими 3D-принтеры для печати ABS за счет установки подогреваемых рабочих платформ и обеспечения той или иной степени климатического контроля в рабочей камере. Некоторые методы борьбы с деформациями описаны в разделе «Как избежать деформации моделей при 3D-печати».
Помимо возможности механической обработки, ABS легко растворяется в ацетоне и в некоторых других растворителях, что позволяет производить достаточно крупногабаритные модели из составных частей путем склеивания. Кроме того, обработка готовых моделей парами ацетона позволяет сглаживать внешние поверхности и достигать полной герметичности. Подробнее об обработке ацетоном можно узнать в разделе «Обработка распечатанных 3D-моделей».