anycubic photon mono обучение
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Модели 3D принтеров Anycubic Photon Mono X и Anycubic Photon Mono SE уже на складе интернет-магазина 3DSN с бесплатной доставкой и по самой лучшей цене у российских продавцов (с гарантийным обслуживанием в локальных сервис-центрах). 
Обзоров на новые 3D принтеры от Anycubic за последнее время написано не мало, но большенство из них, это транслирование технической информации, опубликованной производителем. Однако, производитель не ответил ни в презентациях, ни в своей инструкции на некоторые вопросы. Например, не каждому пользователю однозначно понятно, как же подружить принтеры Anycubic Photon Mono X и Mono SE с заявленной функцией работы из приложения на телефоне через сеть WiFi. Мы столкнулись с запросами пояснить, как же управлять этими моделями через заявленный производителем интерфейс. Какой IP адрес вводить? Как его задать? Поясняем:
В комплектации принтеров есть USB флешка, а на этой флешке есть файлы. Некоторых пользователей смущают непонятные заморские буквы и так необходимые для настройки файлы просто летят в корзину. Вот так выглядит флешка 3D принтера Anycubic Photon Mono X:

Находим на ней текстовый файл WIFI и открываем в блокноте. Файл содержит три строчки. В первую сточку, между двоеточием и запятой, вводим название своей локальной сети, во вторую строчку пароль от своей WiFi сетки. Третью строчку не трогаем. Если у вашей сети нет пароля, в поле для пароля записываете слово NONE.

Сохраняем файл, безопасно извлекаем флешку из компьютера и вставляем ее в принтер. Учитывая, что принтер в отличии от компьютера безопасного извлечения не имеет, рекомендуем вставлять и вынимать флешку при выключеном устройстве. Вставили флешку, включили принтер, заходим в меню info и видим такую картину.

Принтер нам пишет Check failed! Что на нашем скрепном обозначает, что проверка не удалась. Не паникуем, так и должно быть, ибо мы еще не сконфигурировали принтер, не подключили его в локальную сеть. Чтобы это сделать, идем в меню в котором видим файл для печати и наш текстовый WiFi.txt
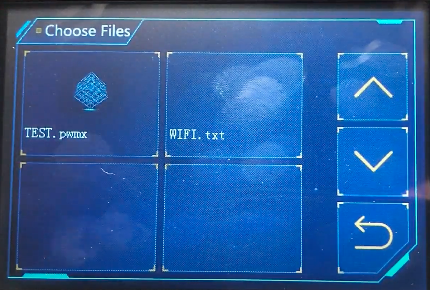
Нажимаем на него и запускаем печать! Естественно, никакой печати 3D объекта не будет, но принтер получит сведения о нашей WiFi сети. После этого заходим снова в меню info:

Терпеливо ждем несколько десятков секунд (обычно 30-120 секунд достаточно), и видим примерно вот такую картинку:
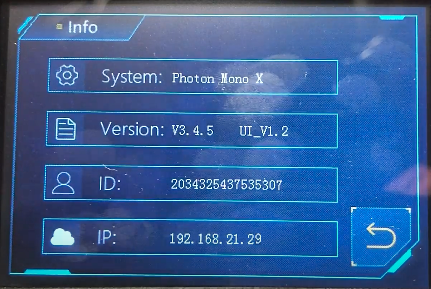
IP адрес ваша сеть присвоит принтеру свой, отличный от адреса на скриншоте. Его нужно будет запомнить, он нам понадобится когда скачаем на телефон приложение и будем его настраивать.
Захотим в настройки приложения и во всплывающем окне заполняем данные по нашему принтеру. Выбираем Mono SE или Mono X, даем название нашему принтеру и вводим IP адрес на который мы его сконфигурировали ранее.

Однако, не сразу у нас это получается, так как разработчики приложения в клавиатуре почему-то оставили запятую, а для ввода IP адреса нам нужна точка. Если введем с запятой, естественно, приложение поругается на нас и не сохранит наши настройки.

Выход из этой ситуации не сложный, идем в приложение блокнот или любой текстовый редактор на вашем телефоне, пишем там IP адрес с точками, копируем и вставляем в приложение Anycubic.

Нажимаем Confirm и все, наш телефон может отправлять файлы на печать в 3D принтер!

Удачной вам 3D печати!
Традиционно напоминаем, что в нашем интернет магазине всегда можно купить 3D принтеры самых популярных брендов:
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
REFR на Photon Mono
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Пришел мне Anycubic Photon Mono, мой первый фотополимерный принтер, заинтересовал скоростью, областью печати, 2К экраном и ценой.
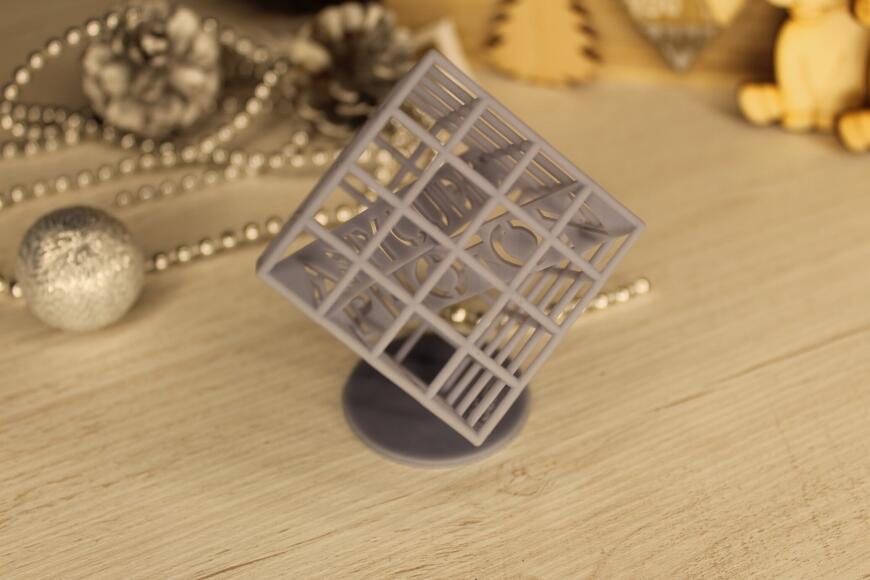
Собрал принтер, захотелось что-то сразу распечатать, на комплектной флешке было: стандартный кубик с логотипом эникубик и файл R_E_R_F.pwmo это тест, поскольку я готовился, уже примерно знал, что это и запустил на печать тест.
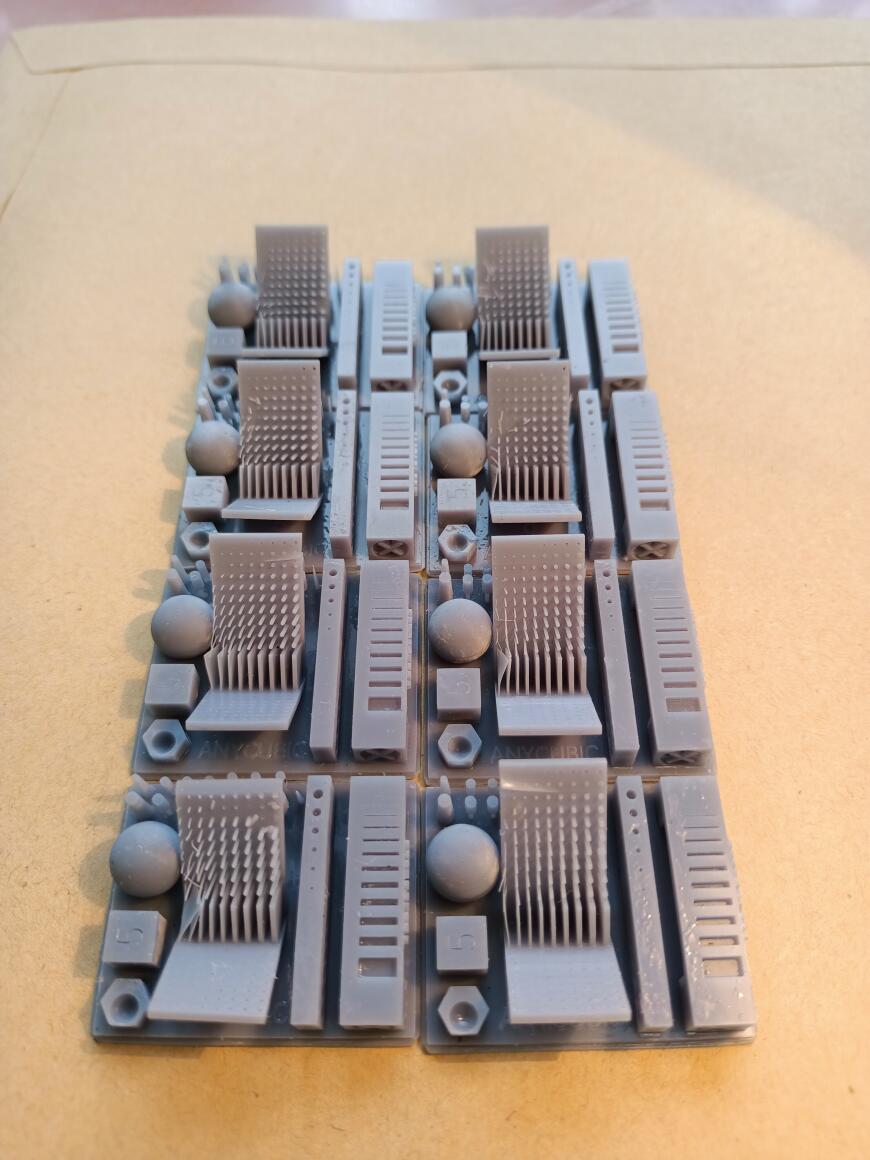
R_E_F_R это абревиатура означает «Resin Exposure Range Finder», т.е. тест по для подбора оптимальной величины времени экспозиции (засвечивания) каждого слоя. Используется 8 копий одной тестовой модели, каждая из которых засвечивается чуть дольше другой, модели пронумерованы и печатаются за 1 раз.
Для Photon Mono тест начинается с времени засветки 0.8 с и увеличивается по 0.4 секунды на каждую область, таким образом образец №1 имеет время засветки «Normal Exposure Time» 0.8 c, а образец №8 – 3.6 секунды.
Печать заняла около 1 часа.
Детали я промывал в этиловом спирте, пока изопропиловый только заказал, и не так что бы я был доволен промывкой, потом я печатал фигурки оленей и промывал в растворе воды и жидкости для мытья акриловой ванны, результат намного лучше, липкой субстанции на оленях не осталось. После промывки детали просушил с помощью струи сжатого воздуха от компрессора. Поскольку УФ лампу я заказывал из Китая, она еще в пути, так что модели не дозасвечивал.
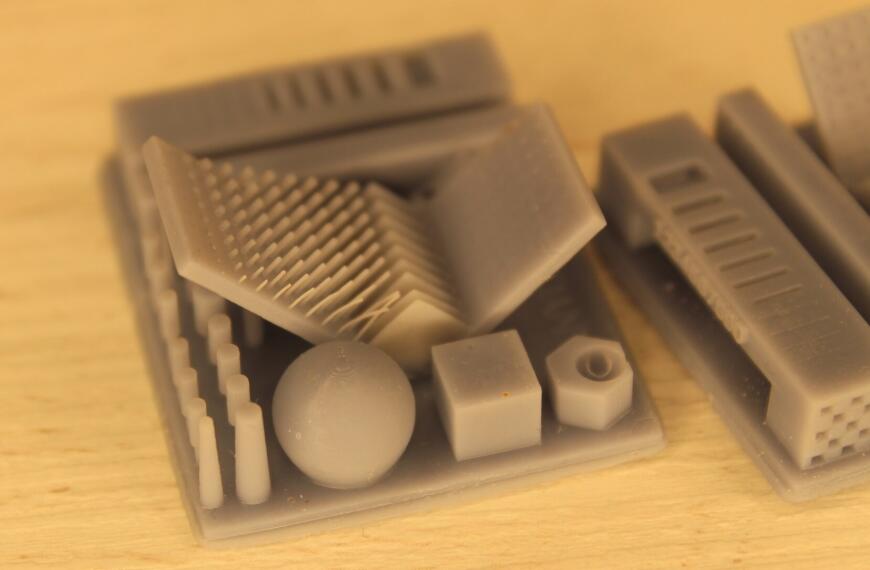
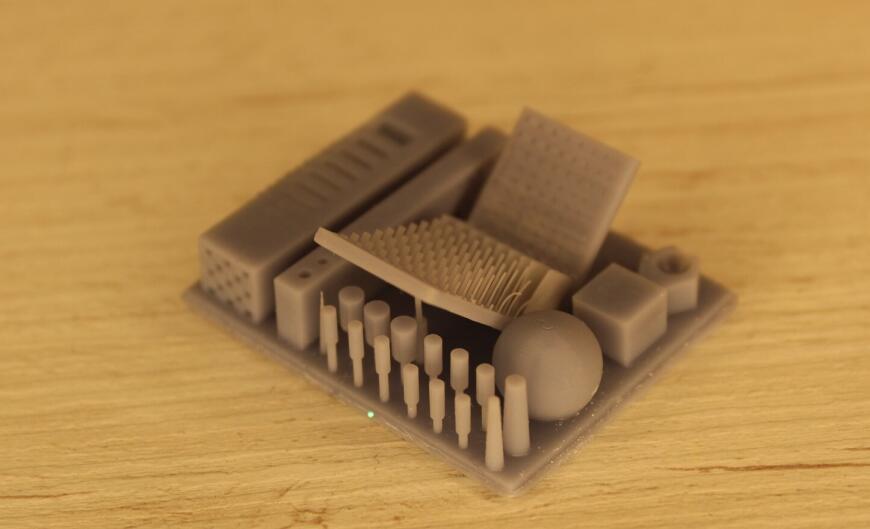
Получил я такие вот модельки, №1 слева внизу, справа от него №2, и так далее.
У образца №1 верхушку оторвало совсем, а на №2,3 появился явный дефект в том же месте, на №4 есть полоска, на 5 и 6 номерах есть полоски на отсвет, на 7 и 8 не видно дефектов, есть полоски на отсвет, но уже в других местах.
Цифра «5» хорошо видна на 1-3 образцах и имеет некую глубину, далее глубина пропадает и видно только на отсвет.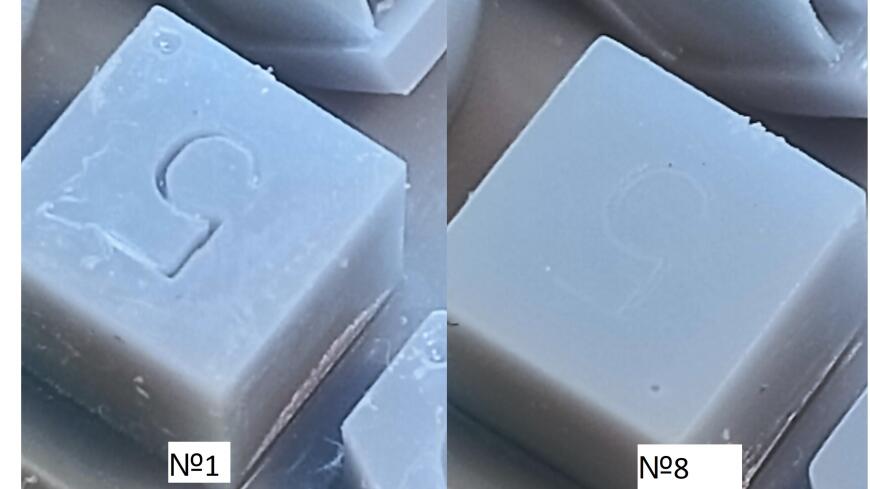
Полоски на 1-2 образцах пропечатались 10 штук, на №3-4 – 9 штук, на №5-6 – 8 шт, на №7,8 по 7 шт. При увеличении времени экспозиции мелкие детали затягиваются. Но и углы становятся более жесткими или это из-за плохой промывки.
 Поле с отверстиями аналогично полоскам с увеличением времени засветки мелкие отверстия затягиваются.
Поле с отверстиями аналогично полоскам с увеличением времени засветки мелкие отверстия затягиваются.

Шахматная доска. Первый ряд клеток не ровный у всех образцов, а далее примерно симметрично. Нумерация аналогичная как выше.

Лес цилиндров. Все примерно одинаковые за исключением 8 образца, у него повело 3 цилиндра в разные стороны. Заодно видно полоски на грани которая печаталась под углом. Нумерация аналогичная как выше.

На тесте есть ещё фигуры сфера, шестигранник с вырезанной полусферой различить их между собой сложно. Сферы были выше, а вот шестигранник на первой и восьмом номерах крупнее. 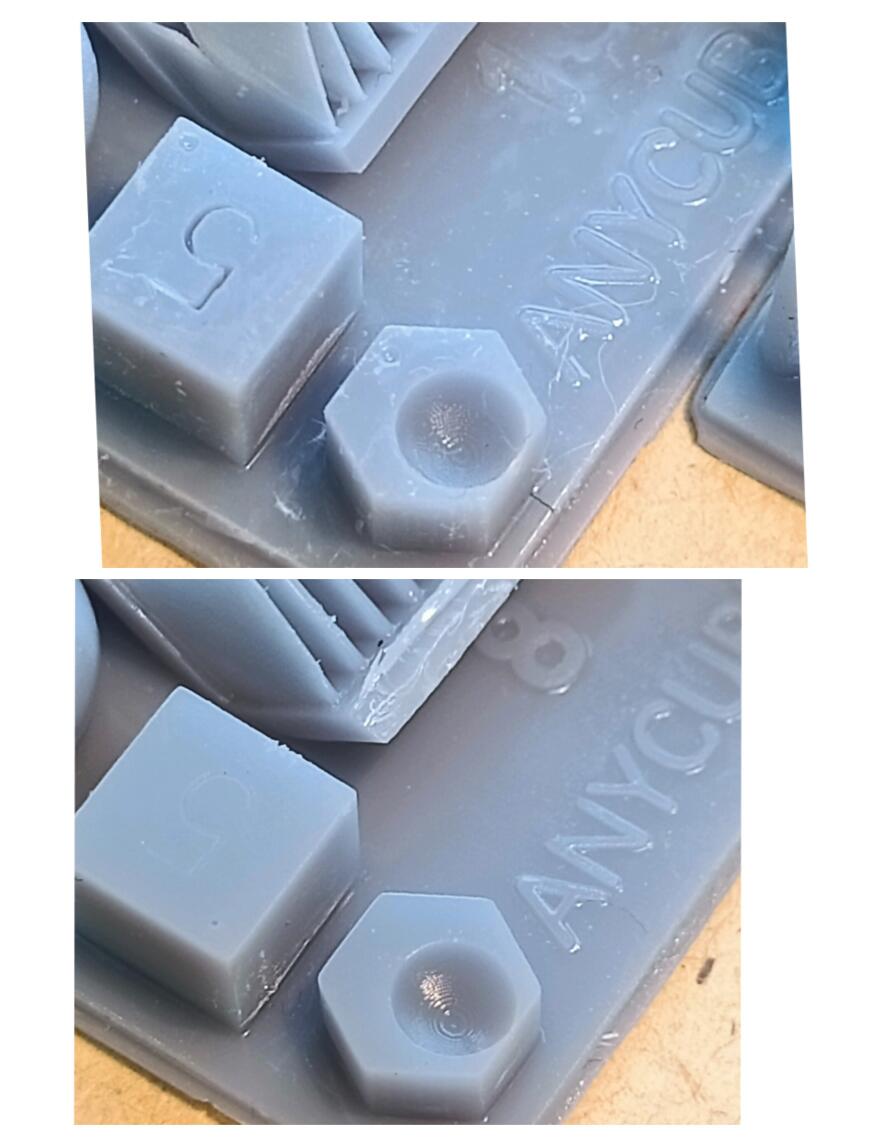
Также есть текст, для того что бы сфотографировать его, пришлось сломать нависающую часть с отверстиями.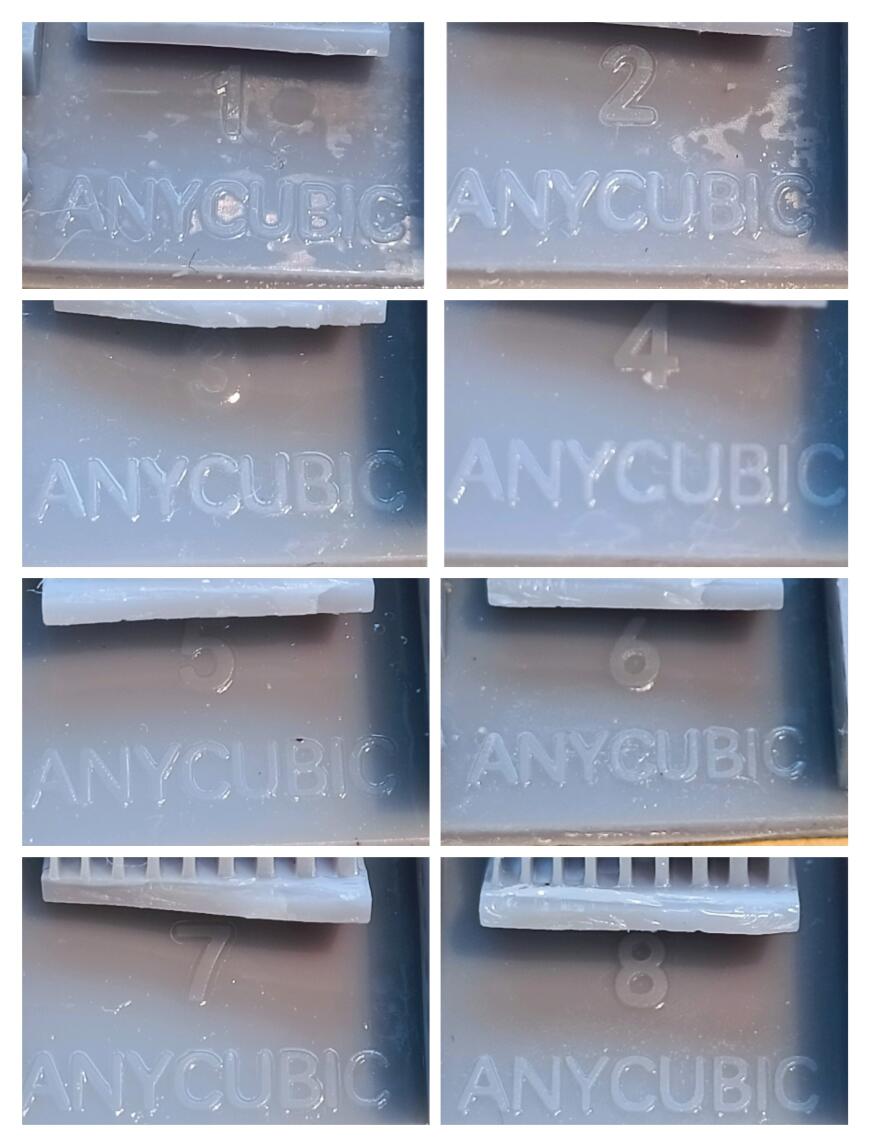
Я думаю остановится на результате 4 номера для общих моделей, что соответствуют рекомендации Anycubic использовать 2 секунды на слой. Смола использовалась Anycubic gray.
Буду благодарен помощи в настройке от более опытных форумчан.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Обзор фотополимерного 3d принтера Anycubic Photon Mono
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Anycubic Photon Mono обладает монохромным 6″ LCD дисплеем с разрешением 2К (2560 х 1440). Время засветки слоя всего 2 секунды, поэтому печать очень быстрая.
Упаковка у принтера очень хорошая. Все комплектующие уложены по своим местам, ничего не болтается. Данная упаковка надежно защитит принтер от повреждений.

Комплектация
Вся комплектация в одном фото. Тут у нас сам принтер, ванночка для смолы, платформа печати, бумажки (инструкция и лист для выравнивания платформы), коробка с блоком питания и другим инструментом. К сожалению, фотополимерную смолу не стали класть в комплект.

Платформа печати выполнена из алюминия и обладает уклонами для лучшего стекания смолы. Смола для данных принтеров достаточно дорогая, поэтому каждая капля важна.

Пластиковая ванночка для фотополимера обладает насечками с указанием объема. Для удобного слива смолы в банку предусмотрен носик со скосом. FEP пленка (пленка, которая находится на дне ванночки) сменная, это один из расходников фотополимерных 3д принтеров. Обращаться с ней нужно очень аккуратно, чтобы не поцарапать пленку.

Коробка с инструментом и не только.

В комплекте: 5 бумажных фильтров, перчатки, пластиковый и металлический шпатели, набор шестигранников и сервисная карточка, маска, флешка и блок питания. Только пластиковым шпателем можно трогать FEP пленку. Металлический предназначен для снятия напечатанного изделия с платформы, хотя кто-то и тут применяет отдельный пластиковый шпатель.

Внешний вид
Принтер выглядит симпатично. Оранжевый экран защищает от запахов смолы и от УФ излучения.
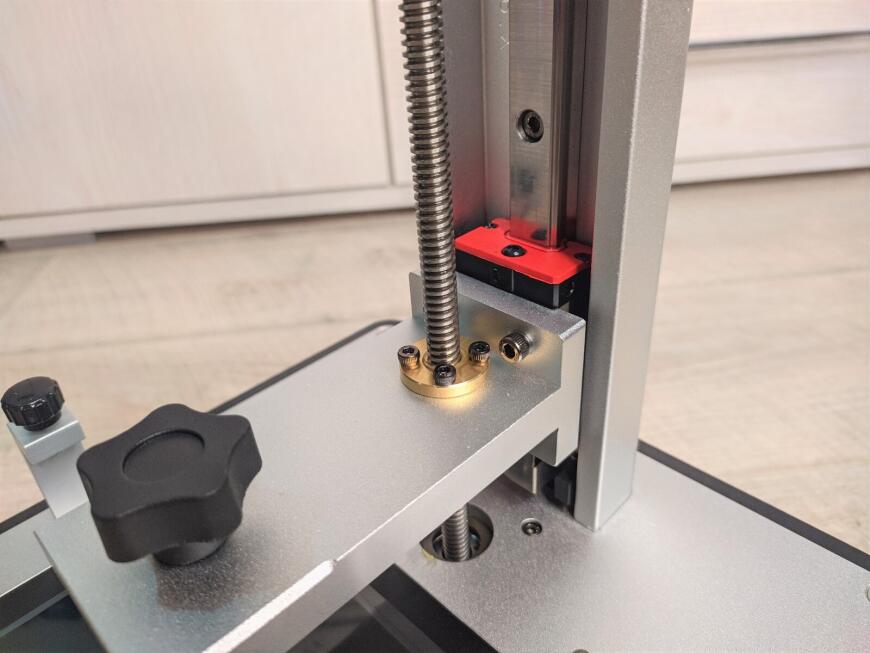
Рассмотрим механизмы принтера.
Каретка передвигается на рельсе.
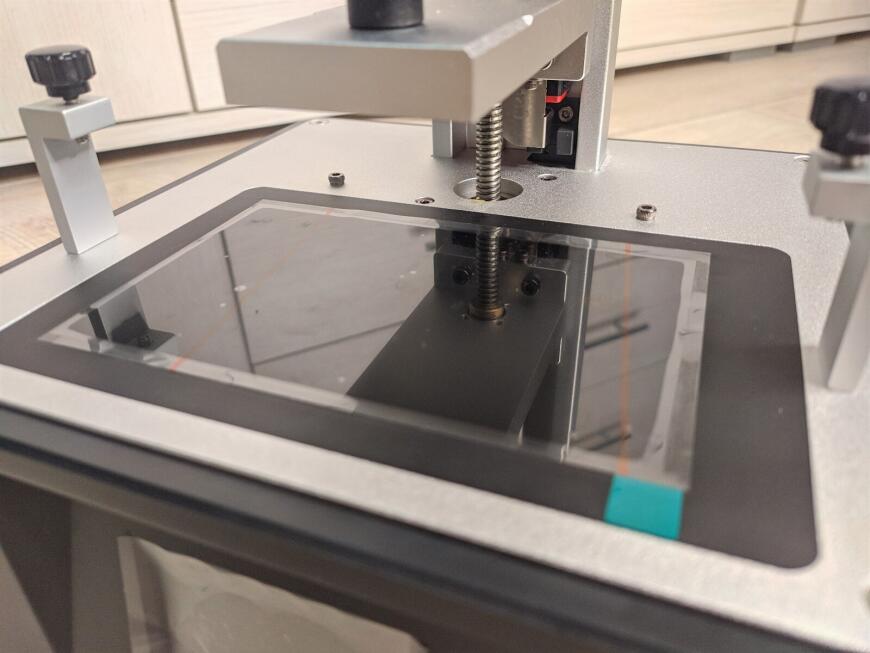
Тот самый монохромный 2К дисплей. По бокам — крепление ванночки.
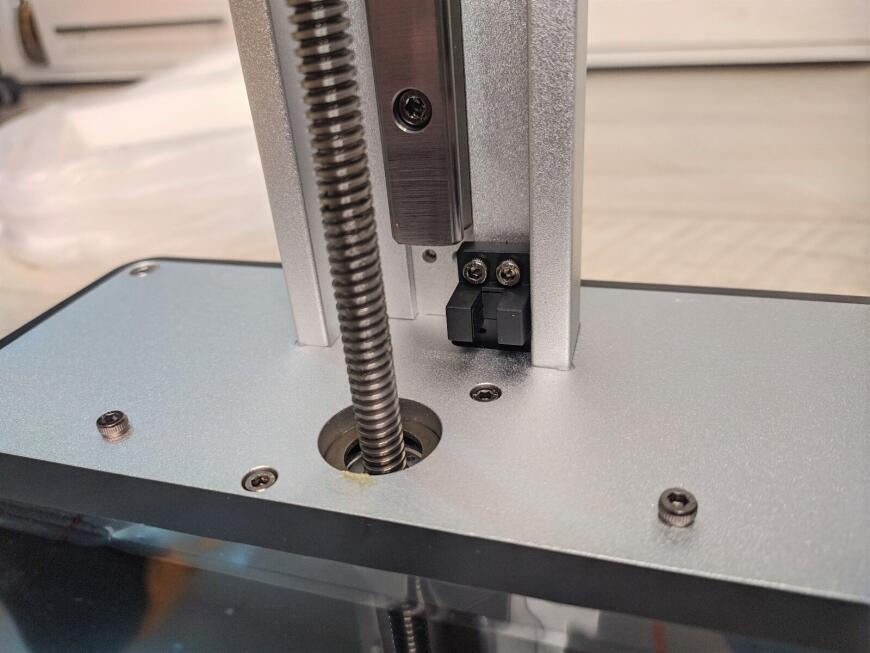
Датчик наличия защитного кожуха. При снятии кожуха печатать останавливается и начинается противный писк. Кстати, датчик можно отключить в настройках.

Пример установки ванночки со смолой.
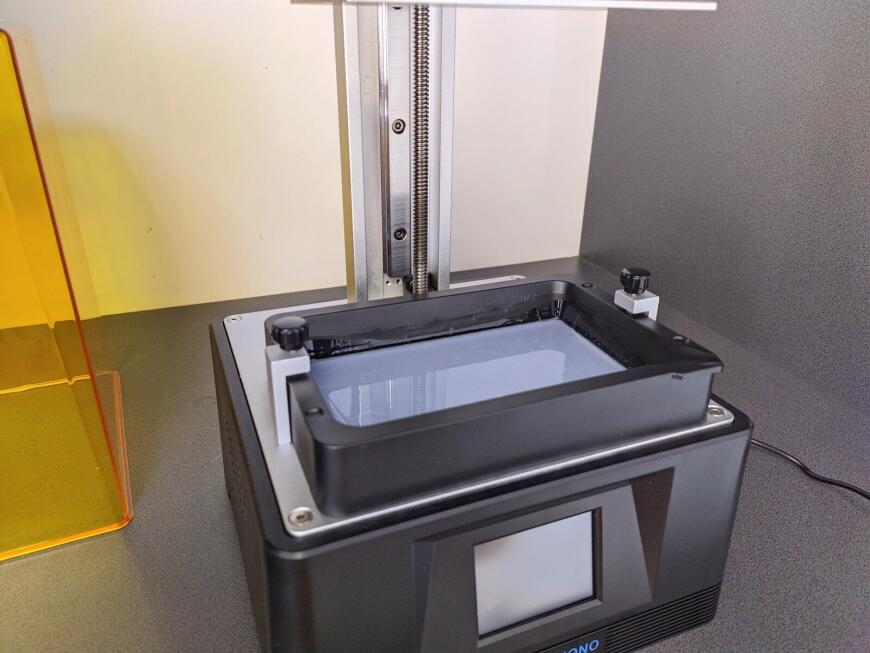
Маркеры объема. Наливать больше МАХ не стоит, потому что в процессе печати платформа вытесняет смолу на свой объем и может произойти утечка смолы на экран.

Разборка
Для доступа к плате нужно открутить всего 4 винта. К сожалению производитель не добавил резиновые ножки по углам, а это было бы очень кстати.

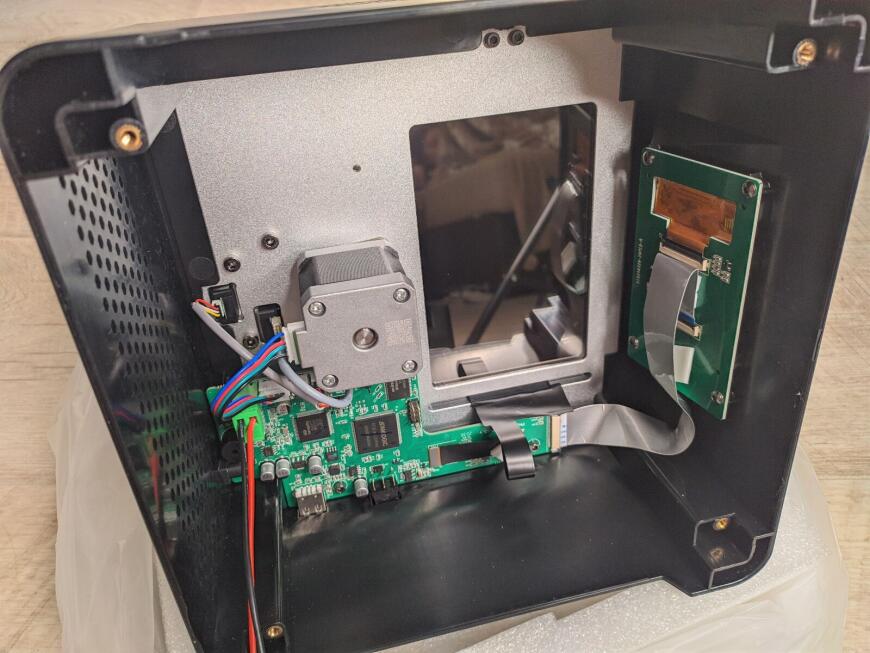
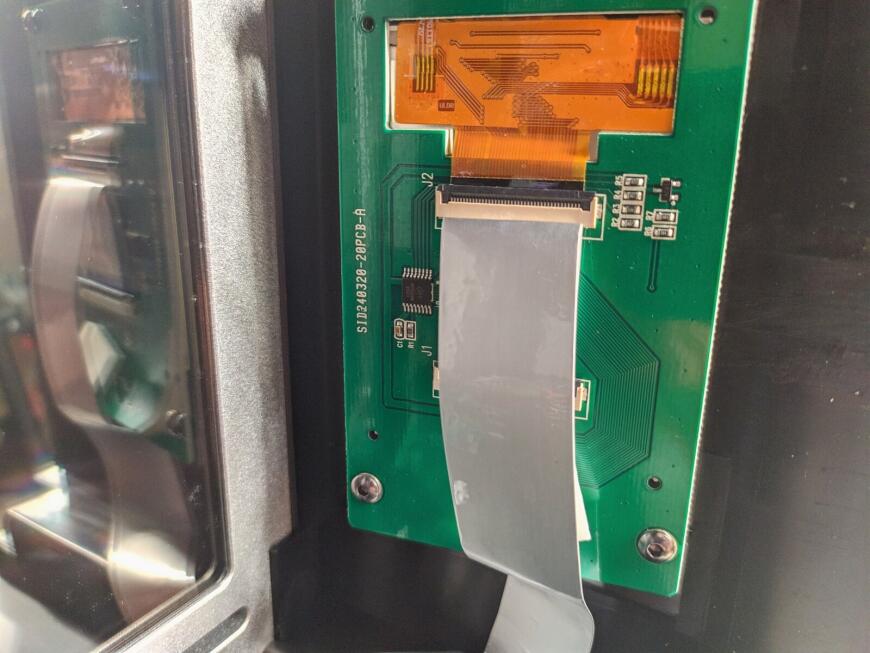
Плата дисплея управления.
Основная плата. На ней есть разъем для подключения вентилятора, но как таковой вентилятор отсутствует.

Вот и сама матрица УФ диодов с линзами.

А это, по всей видимости, понижайка для УФ диодов, если не ошибаюсь.

Чуть не забыл про меню принтера. Оно тут по моему стандартное для всех фотополимерных принтеров от Anycubic. Есть возможность подвигать осью Z, проверить засветку, отключить датчик наличия защитного экрана, писк при нажатии и другое.

Примеры печати
Перед печатью выравниваем платформу. Это делается очень легко по инструкции.
Затем устанавливаем ванночку и заливаем смолу. Сразу несколько предупреждений: не стоит брать ванночку снизу, лучше вообще не прикасаться пальцами к пленке; перед заливкой смолы ее нужно хорошо встряхнуть.
Для печати использовал смываемую водой фотополимерную смолу серого цвета от Eryone. (совсем скоро будет на нее обзор).
Первая тестовая модель. Значения засветки по умолчанию: 45с на первые 6 слоев и 2с на остальные, слой 50 микрон.
Вот смотрю на модельку в живую и пытаюсь найти слои, а их и не видно, она как литая. Это очень круто. Модель выглядит просто литой.
Это уже вторая тестовая модель, поставляемая на флешке с принтером. Вообще это часть целой тестовой модели, потому как печатается таких 8шт сразу и с разной засветкой слоя: от 0.8с до 3.6с. Вообще для моей смолы рекомендованное время засветки составляет 2 секунды. Часть иголочек случайно сломал пальцем(( на самом дели они там были.

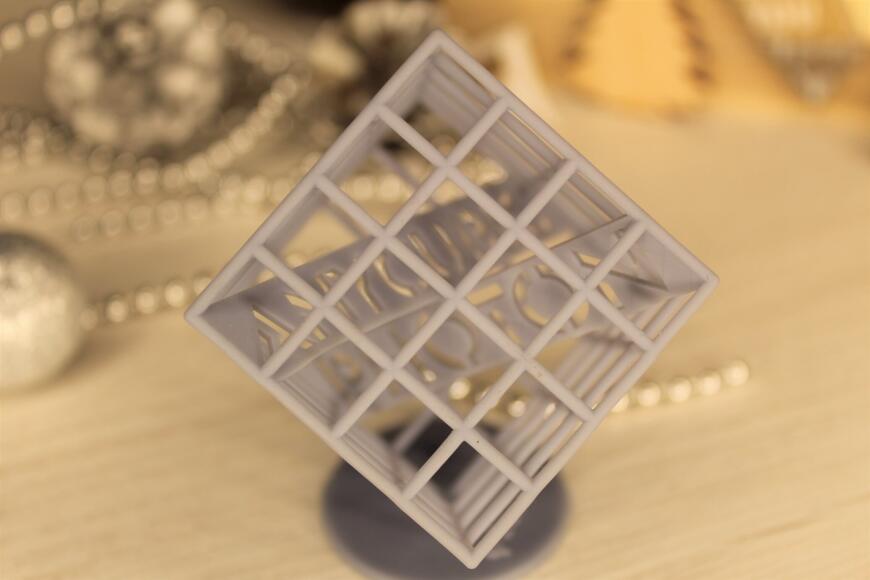
Очень хотелось напечатать малыша йоды (думаю большинство смотрело сериал Мандалорец). Засветка первых слоев 22с, последующих — 2с. Данную модель печатал с поддержками. Возможно нужно было его печатать сразу на платформе, без нижних поддержек, но я пока только осваиваю данную технологию печати. Смолу смывал просто водой из под крана, видимо не все смыл и в процессе дозасветки моделька частично побелела. Скорее всего нужно было использовать мягкую кисть для лучшей промывки. Модель высотой всего в 35мм получилась очень детализированной.




Если соприкосновение модели и платформы печати большое, то достаточно сложно отдирать модели.
Во время печати можно изменять время засветки, скорость печати и другие параметры.
Таймлапс печати малыша Йоды
Так как у меня есть еще и FDM принтеры, то первым же делом я распечатал крышку для ванночки и крепления для слива смолы с платформы печати.
Вот так выглядит крепление.
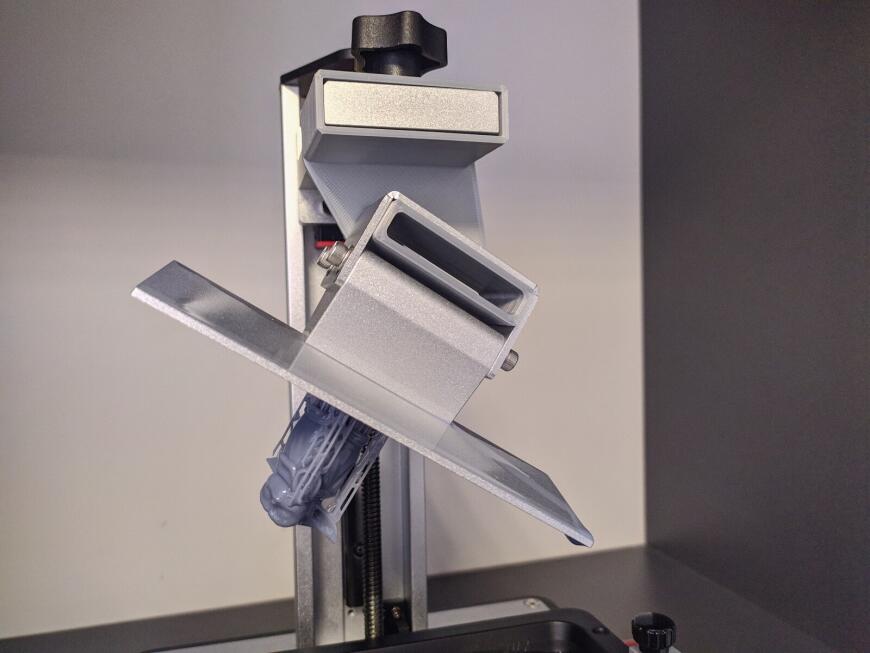
А это крышка для ванночки.

Ссылки на 3д модели:
Видео распаковки и калибровки от производителя.
Выводы
Принтер очень хорош. Вот честно, я не ожидал такого качества печати. Пару минут настройки и уже можно приступать к работе. Сборка принтера качественная, все сделано на высоком уровне. Единственное, очень хотелось бы прорезиненных ножек. Монохромный 2К дисплей обеспечивает значительно более быструю печать по сравнению с обычным.
Для покупки смело порекомендую.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Краткий обзор фотополимерного 3д-принтера AnyCubic Photon MONO
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Доброго времени суток коллеги! Краткий обзорчик, мало текста, много фото.
Дурная мысль о покупке фотополимерника, меня посетила практически сразу после собранного в 2017 FDM Sprinter-232pro. Два года внутреннее земноводное и «хотелка» сражались. Земноводное находило аргументы, порой здравые против покупки, и «хотелка» со своими притязаниями отступала. Летом прошлого года, «хотелка» нашла здравый аргумент, необходимости фотополимерника для работы, и жаба сдалась. Здесь на портале поинтересовался реальным сроком годности смолы, так как планировал сразу с принтером Photon S, прикупить 5 литров. Но увы, некоторые события, вынудили отложить покупку, но желание никуда не исчезло.
На протяжении года я продолжал мониторить цены на принтеры, и смотреть обзоры на новые модели. Так прошел еще год, и вот в начале сентября на портале в новостях сообщили о предпродаже новой модели Anycubic Photon MONO. Подумав пару дней я сделал заказ на принтер и два литра смолы. Ожидание длилось полтора месяца и вот курьер принес коробку с принтером, но без смолы. Продавец редиска, позже отправил смолу другой посылкой.
Комплектность скажем скромная из фото все видно, плюс флешка, забыл положить. На флешке содержится два нарезанных тестовых файла и слайсер Photon_Workshop.

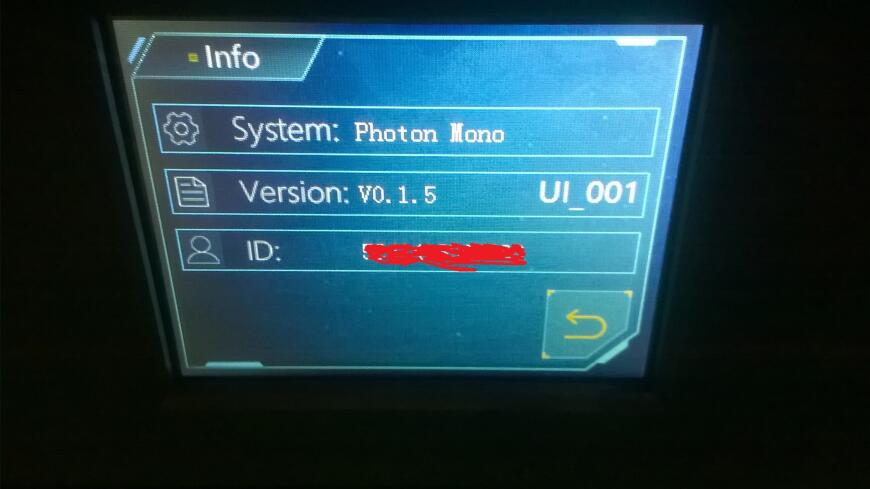
Характеристики принтера видны со скрина магазина.
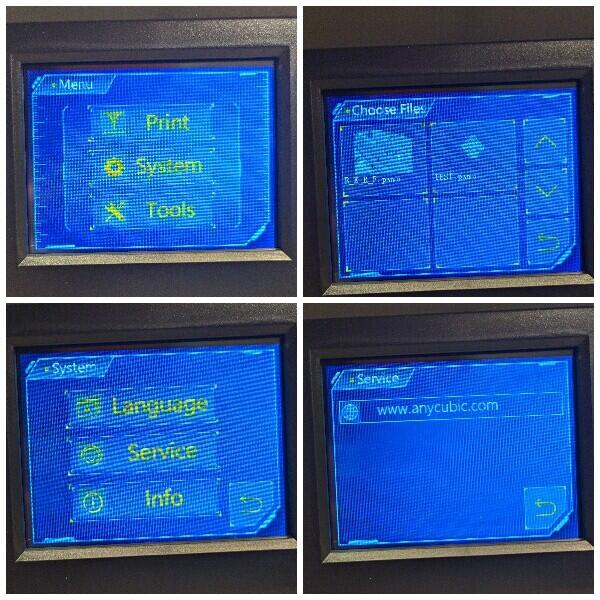
 Интерфейс управления предельно прост. На главном экране всего 3 пункта
Интерфейс управления предельно прост. На главном экране всего 3 пункта

Print – Выбор файла для печати.
 Language – есть только два языка английский и китайский.
Language – есть только два языка английский и китайский.
Service – адрес веб сайта производителя.



Z=0 – калибровка платформы.
В качестве источника UV установлен параллед из 15 светодиодов

Через белый лист равномерность засветки такая.
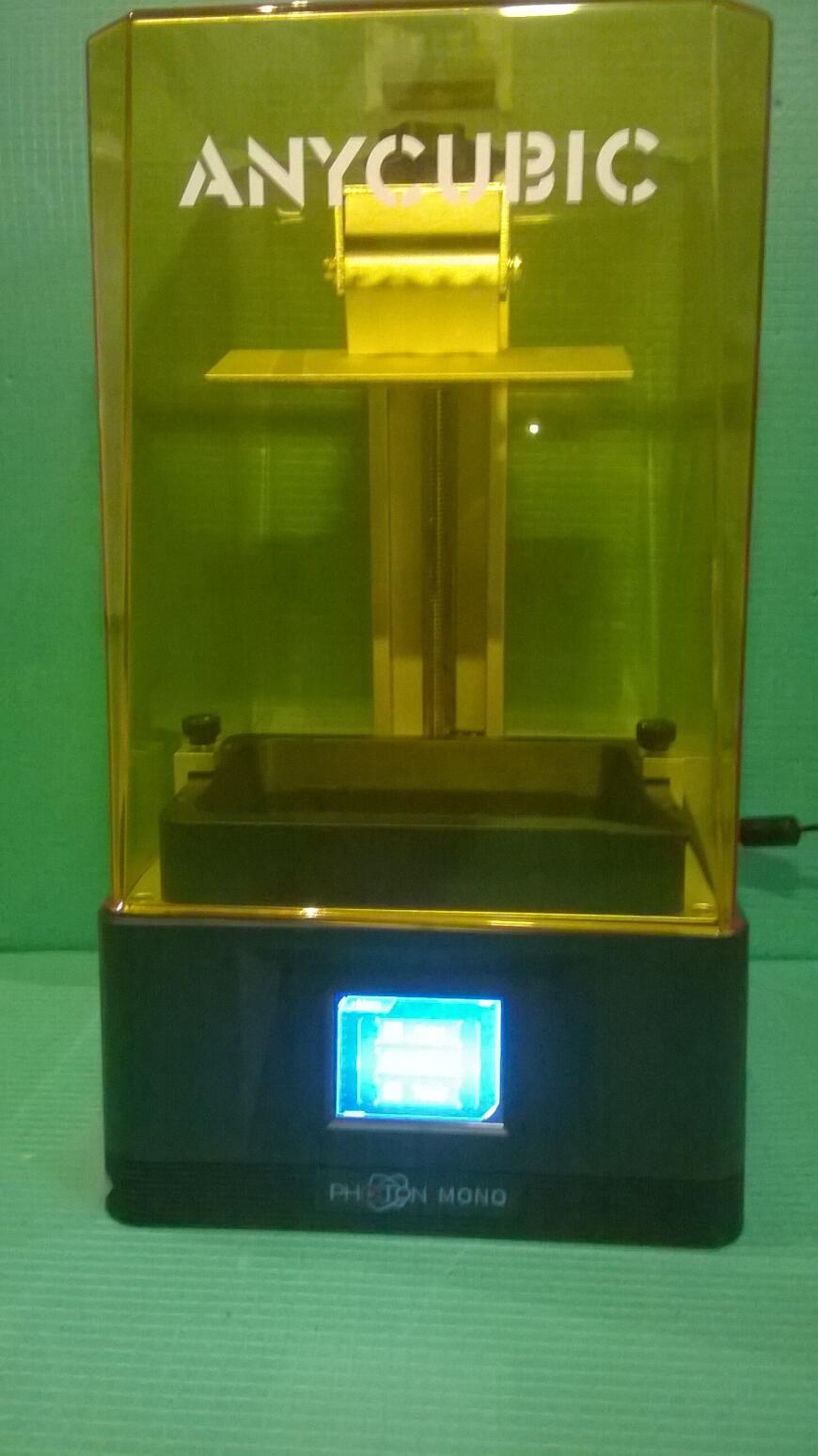
Корпус принтера выполнен из пластика и алюминия. Боковые стенки из пластика. Верхняя плита и нижняя крышки из алюминия. Все это дело накрывается желтым акриловым колпаком.
Ось Z представляет из себя алюминиевый профиль с закрепленным рельсом типа MGN15.
Шаговый двигатель установлен с трапецеидальным однозаходовым винтом с шагом 2мм.

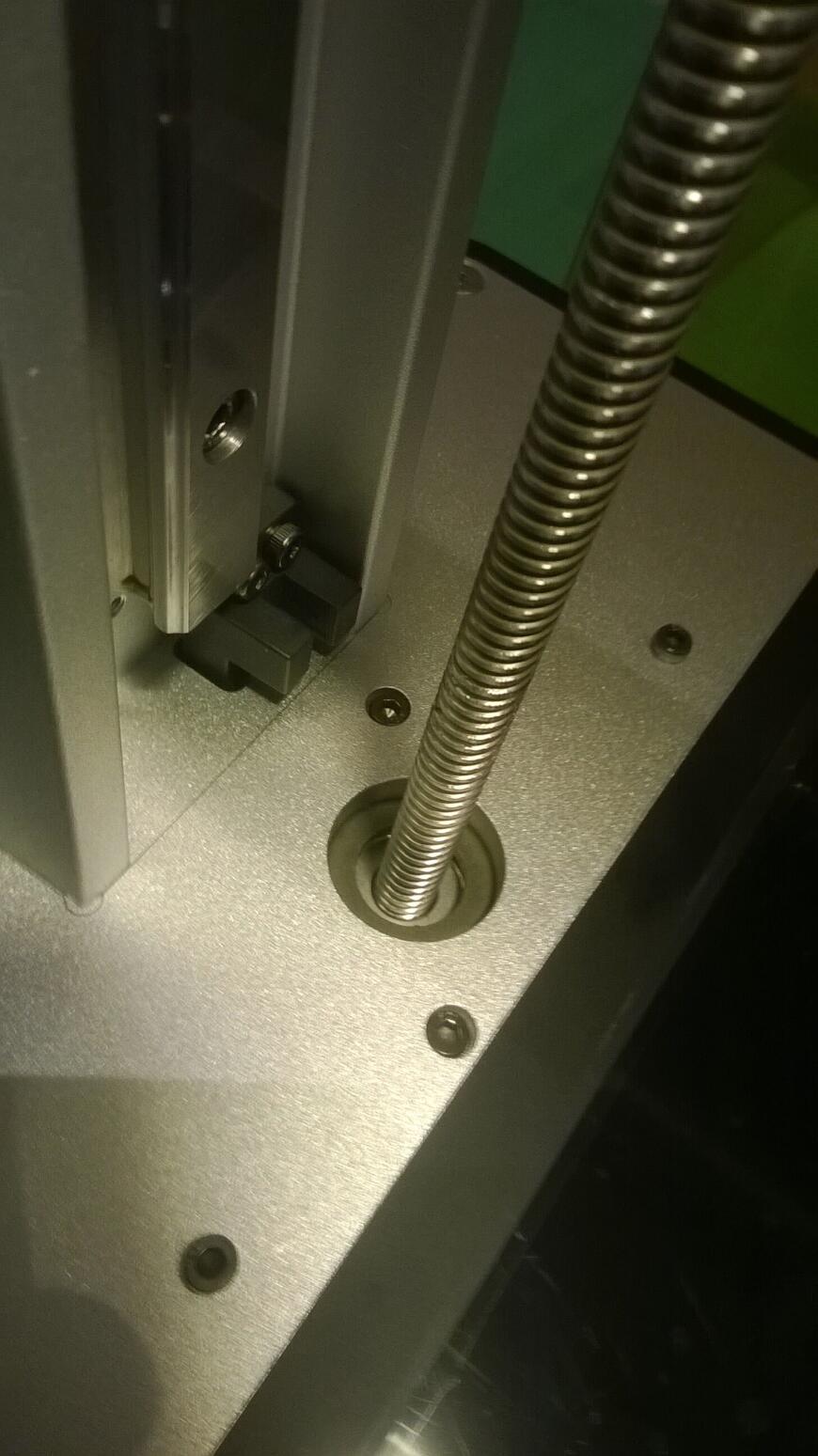
Снизу видно оптический концевик Z. С обратной стороны рельса стоит оптический датчик, который переводит принтер на паузу при снятии колпака, и возобновляет печать при установке колпака на место. Проверил во время симуляции печати(без смолы)
Ванна для смолы из пластика. FET пленка похоже меняется вместе с рамкой.
Стоит отметить отсутствие на FET пленке защитной транспортной пленки.

На ванне заметил некоторые дефекты

И с обратной стороны небольшой прыщ(около 0,15-0,2мм), на фото плохо видно

Блок питания довольно компактный 12В, 4 А (48Вт)
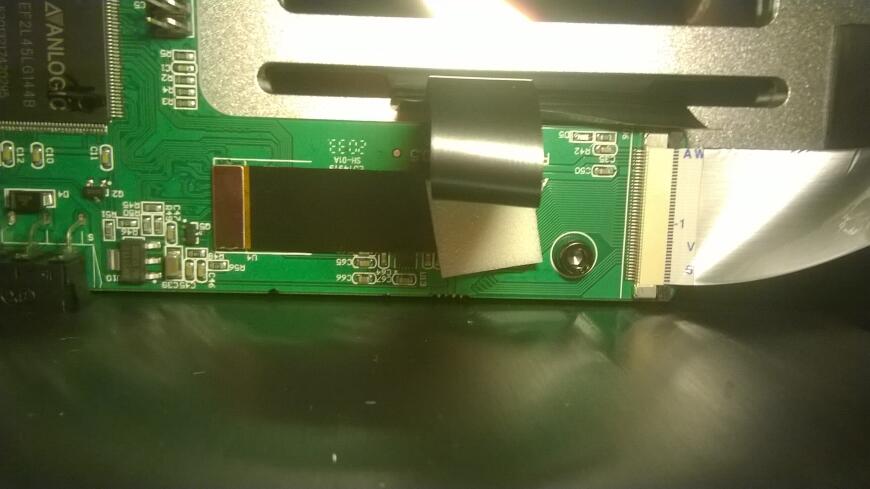
 Теперь немного кишочков принтера.
Теперь немного кишочков принтера.

Эти пару фоток не резко вышли, но я это заметил когда уже собрал, а снова разбирать было неохота.

Матрица светиков и ее драйвер, видно что вентилятора нет, хотя на плате управления имеется разъем для подключения вентилятора.



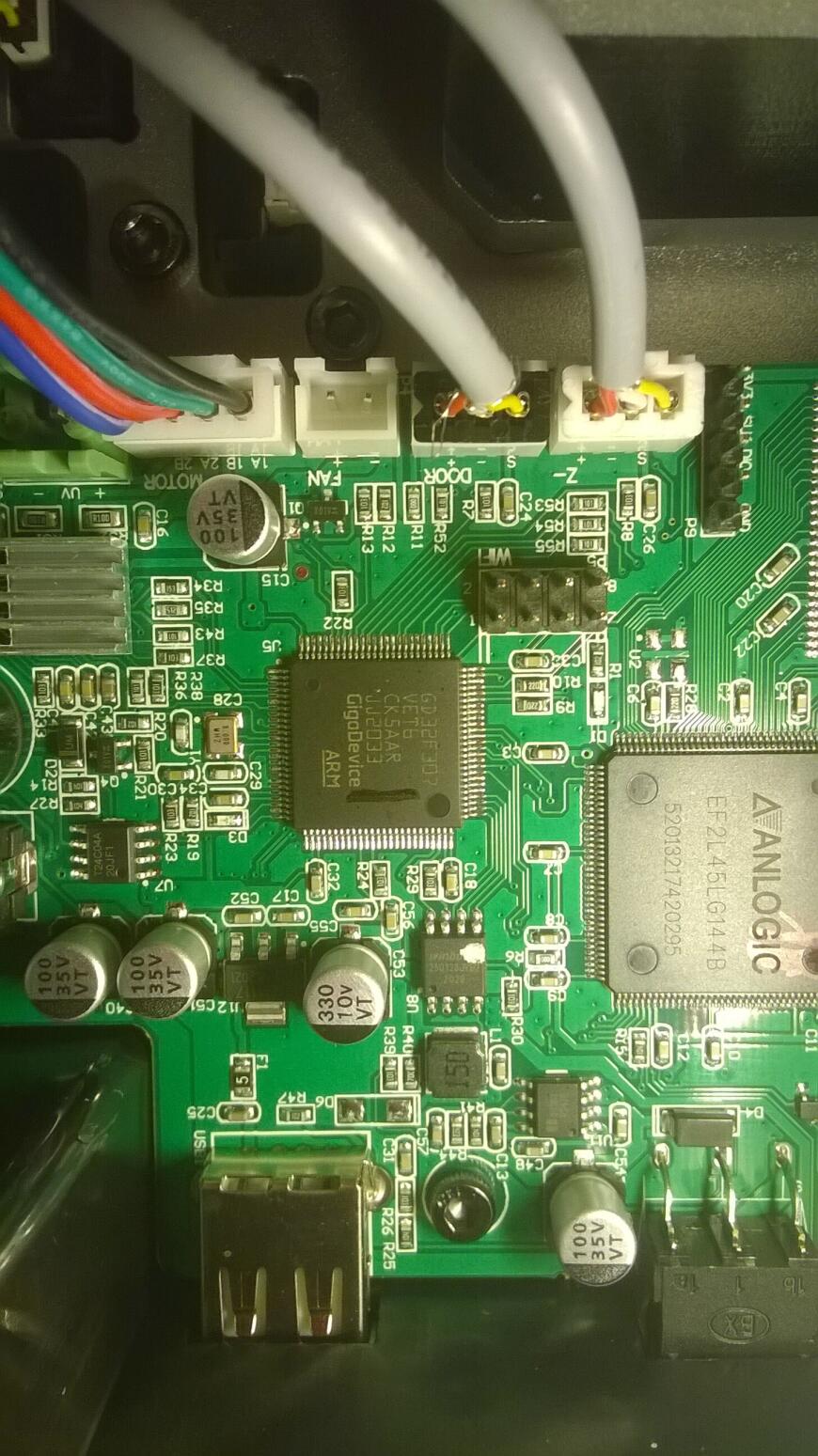
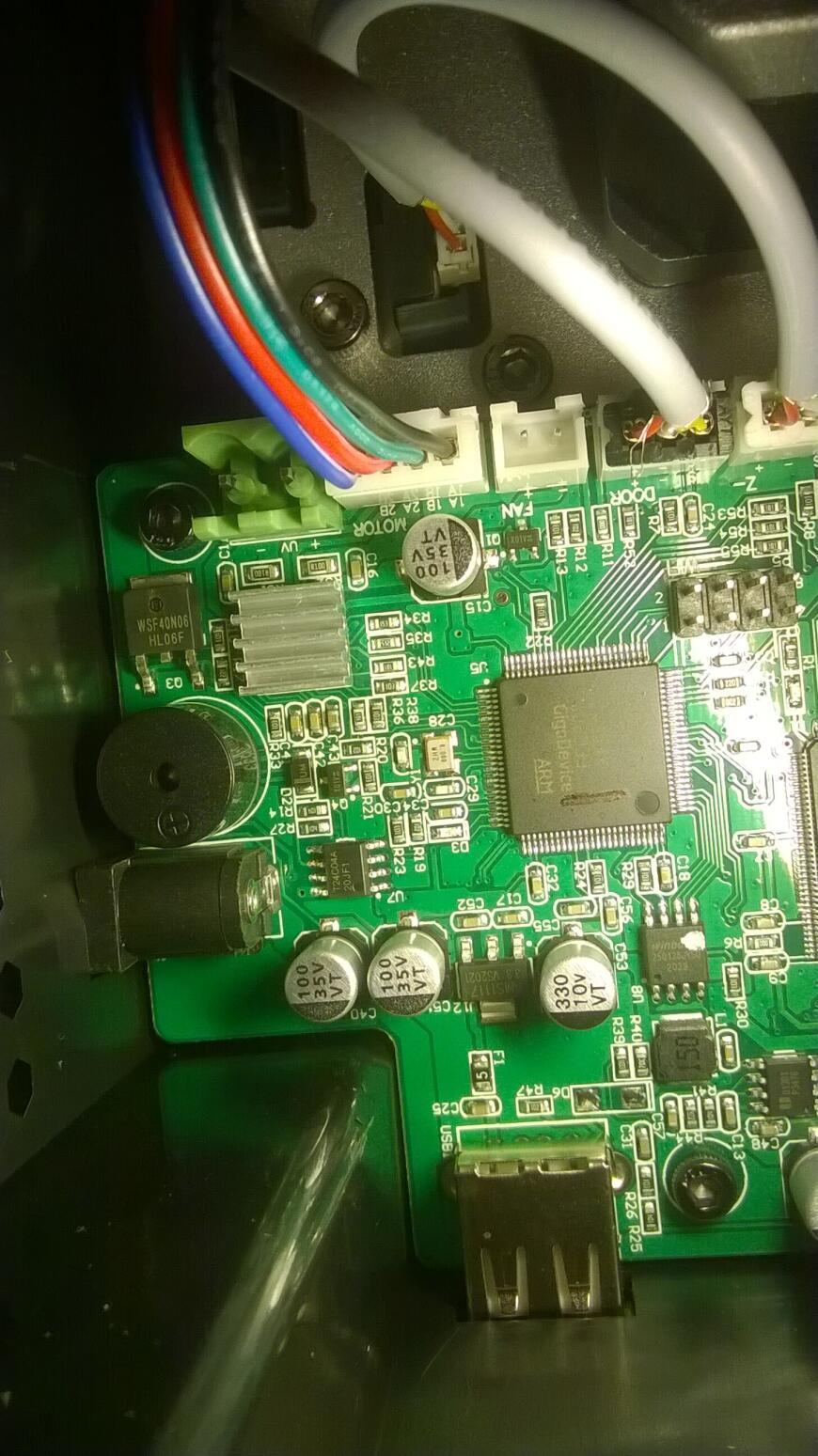
Название основных микросхем видно на фото. Драйвера не видать из-за радиатора, но по звуку работы, а также по «типичному» радиатору и резисторам 0,1ом предполагаю это A4988. Печалька однако, подумываю заменить.
Образцов печати не будет, так как смола еще едет. Как доставят, обязательно выложу фотки.
Если есть вопросы задавайте в коментах.
Всем отличной адгезии, спасибо, что дочитали.